|
|
Index Stuff Other Tools Planes Rebuilding Taper info |
| So far all my forms have a
complete metal surface on the top and bottom. It's fairly
easy to do while your making your forms. Before you join the
two halves together simply attach the top and bottom aluminum or
metal strips to each half. (Start by keeping everything
square. Use lots of clamps to hold the work in place.
Make sure the inside of the form lines up with the inside edge of
the metal surface!) counter sink Flathead screws (I used 10 x 1"
but you can get way with 8 X 1" if you'd like.)
I drilled the hole then screwed in each screw, one at a time. Then I removed one screws at a time, counter sunk the hole and replaced the screw. It takes a little longer but I know my work is going to line up. |
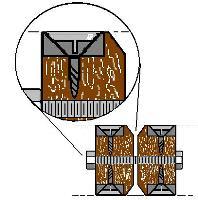
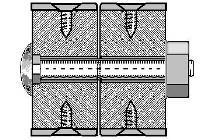 A cross section of my composite forms. Note that the flathead screws are counter sunk. |
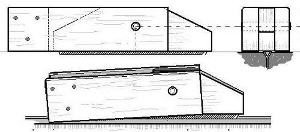
| After you have one side complete, repeat the steps to the other side of the form. Then join your forms together and flatten them. After you're satisfied that the top and bottom are parallel to the adjustment screws your form is ready for the V-grove. | |
| One of the thoughts that has crossed my mind is the fact that the V-grove is a lot easier to make in wood than in metal. What I'm thinking about now is "inlayed forms." The picture shows what I'm talking about. | |
 |
Normally each half of a form made from hardwood, as I make mine,
is about 7/8" wide. Quarter inch aluminum is available from
several suppliers.
It should be possible to use a router to carefully rout a 1/4"x 1/4 " slot along the outside of the form, then inlay the aluminum. Once again, you'd have to countersink the screws. After the strips and the form were assembled, the top and bottom could be flattened and the V-groves cut. At this time I haven't made any forms like this. Maybe I will in the future. |
 Home |
Index
Stuff Other Tools Planes Rebuilding Taper info |